 |


发布日期:2019-12-18 13:32:03
用于无损检测(NDT)的计算机断层扫描(CT)已经非常普遍,对于包括高等教育机构和R&D实验室在内的各种规模的公司而言,这是一种经济实惠的方法。在许多情况下,CT代表了X射线胶片和数字X射线检查的升级。具有X射线经验的人(其系统尚未包括CT)很可能正在考虑将其现有系统升级为CT。或者,他们可能正在考虑购买带有CT的新系统,以增加其他功能。
CT对于计量学的意义不可低估。它变得如此重要,以至于北美坐标计量协会(NACMA)选择CT作为其2014年年会的主要主题。德国工程师协会还制定了一套将CT用于度量衡的标准,称为“尺寸测量中的计算机断层扫描”或VDI / VDE2630。行业认识到CT生成3D数据集,可用于测量类似于传统的触觉三坐标测量机或视觉测量机(VMM)。
这些数据集为其他CT用户打开了大门:将使用该技术测量样品并将结果与允许的公差进行比较的用户。与通常使用非破坏性光学和触觉方法不同,使用CT的主要原因是其能够测量不可见和无法到达的特征。用最小的努力。CT可以测量内部特征,而无需切入样品,甚至不接触实际零件。
当工程师使用3D CAD系统(例如AutoCAD,Solidworks,Pro / ENGINEER,CATIA等)设计零件时,他们必须定义所有特征和曲面的公差。没有完美的制造过程,而且每个过程都有变化,有些公差比其他公差更为关键。有些尺寸可能与零件的功能有关,有些公差比其他公差更为关键。考虑一下轴和轴承的正确配合:如果轴承太大,则轴承会过紧;如果轴承太小,则轴承会过于松动。必须有一个定义涉及这两个项目的公差。
该示例由DIN ISO 286-1涵盖,设计人员将为轴和轴承指定基本尺寸和等级(例如H7)。对于其他功能,基本上有两个可用的相关标准。在美国,ASME Y14.5标准很常见,而在欧洲国家,最常引用的标准是ISO 1011。
在一批原型机之后,制造商将执行质量检查。对于铸件或注塑件,此过程非常相似。通常,三坐标测量机用于测量所有特征,且具有图纸中规定的公差。通常,很难测量这些特征,因此必须将零件切成小块。另一种选择是用树脂将零件浇铸到盒子中,然后切成薄片并用摄像系统可视化轮廓。
CT可以在不破坏零件的情况下针对许多应用揭示这些内部结构,并且可以轻松地在多个零件上重复进行。具体而言,现代注塑成型技术每个模具最多可以容纳100个以上的型腔。每个腔必须通过首件检查过程进行鉴定。触觉和光学方法可能会占用大量人力,因为它们涉及更改系统中零件的方向,并确保探头从正确的点开始。这些光学系统获取数据,然后必须使用软件程序进行对齐。使用CT执行这些图像可以大大减少处理时间,并使整个过程更具成本效益。
与所有计量工作一样,测量策略也很重要,包括CT。一旦为通用零件类型开发了良好实践,则复制该过程并执行扫描变得更加容易。对于CT,执行扫描必须覆盖两个主要区域:
扫描仪中零件的方向:角度和位置。
扫描仪参数:千伏,投影数量等(通常没有固定部件的关键,因为没有探头接触样品)。
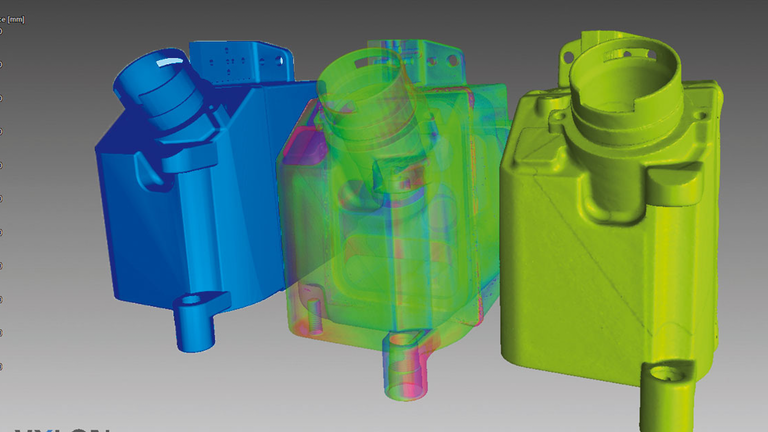
零件进入系统并设置好参数后,单击按钮即可开始扫描。扫描完成后,可以使用3D测量软件测量特征。扫描后可以确定特征的测量策略,必要时可以将零件用于进一步评估。CT覆盖整个零件,包括内表面。
扫描后即可创建几何尺寸和公差(GD&T)功能。创建测量模板后,可以将其应用于其他扫描,然后生成报告以进行评估。使用三坐标测量机,这通常是不可能的,并且通常涉及重新测量功能。有时,根本没有其他方法可用于生成所需的数据。通常,切割零件会改变几何形状并导致结果不准确。CT是一种非接触,非破坏性的方法,不会接触或改变样品的几何形状。
当上市时间(TTM)至关重要时,对于原型或生产,CT已被证明是答案。TTM不应成为质量的对立属性,而使用CT则不必如此。一些统计数据表明,与传统方法相比,扫描时间可以快20%到80%。该技术具有改善较小公司的TTM的潜力,从而可以在全球市场上竞争。
以上所有都是令人兴奋的细节,您可能会相信CT可以代替三坐标测量机和VMM。这并非总是如此。应该明确的是,CT有局限性,不能替代许多应用。重要的是要考虑使用CT限制计量的主要因素是X射线源。X射线源一次扫描只能穿透这么多的材料。并且,扫描多材料零件是非常困难的任务。
当前,CT的主要成功是大直径约为200mm,长度为300mm的注塑件,但在10mm直径至80mm长度范围内具有良好结果。约200mm³的铝和镁铸件(例如压铸件)也是CT的理想选择。不幸的是,值得注意的是,灰口铁铸件或带有钢制嵌件的注模塑料并非适合通过CT和计量学成功扫描。
以下是CT相对于三坐标测量机的优势的简短列表:
能够测量内部特征
非接触式方法=>探测力无尺寸变化
无需夹紧或分段
除GD&T结果外,还包括缺陷检测:孔隙率和夹杂物
缺陷数据可用于验证铸造/流动模拟
高分辨率表面模型=>包括内壁在内的整个表面的实际与名义比较
易于重复=>更快的结果,特别是在多腔注模零件或铸件的多个模具上
无需物理部分即可在以后测量附加功能
数据可用于逆向工程
具有成本效益,易于使用,降低了TTM
我们相信,这些基本信息将使您更好地了解CT的好处。与三坐标测量机相比,它具有许多优势,并且可以将现有的X射线系统升级到CT,因此CT应该成为未来分析的考虑因素。
